Advices
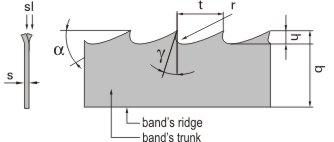
b - saw width
s - thickness
sl - value of the saw set on side
t - blade/saw pitch
h - height of the blade
Y - tool rake angle
a - clearance angle
r - gullet rounding radius
b - saw width
s - thickness
sl - value of the saw set on side
t - blade/saw pitch
h - height of the blade
Y - tool rake angle
a - clearance angle
r - gullet rounding radius